 扫一扫,手机浏览
扫一扫,手机浏览- 技术文章
高低温试验箱评估塑料件在高温和低温环境下的性能方法
2024-04-29 13:56:38 来源:上海荣计达仪器科技有限公司
本测试标准的目的是评估塑料件在高温和低温环境下的性能表现,以确保其能够在各种温度条件下保持稳定性和功能性。
二、原理
高温测试:将塑料件放置在高于其额定工作温度的环境中,观察其物理性能、机械性能和功能性能的变化。
低温测试:将塑料件放置在低于其额定工作温度的环境中,观察其物理性能、机械性能和功能性能的变化。
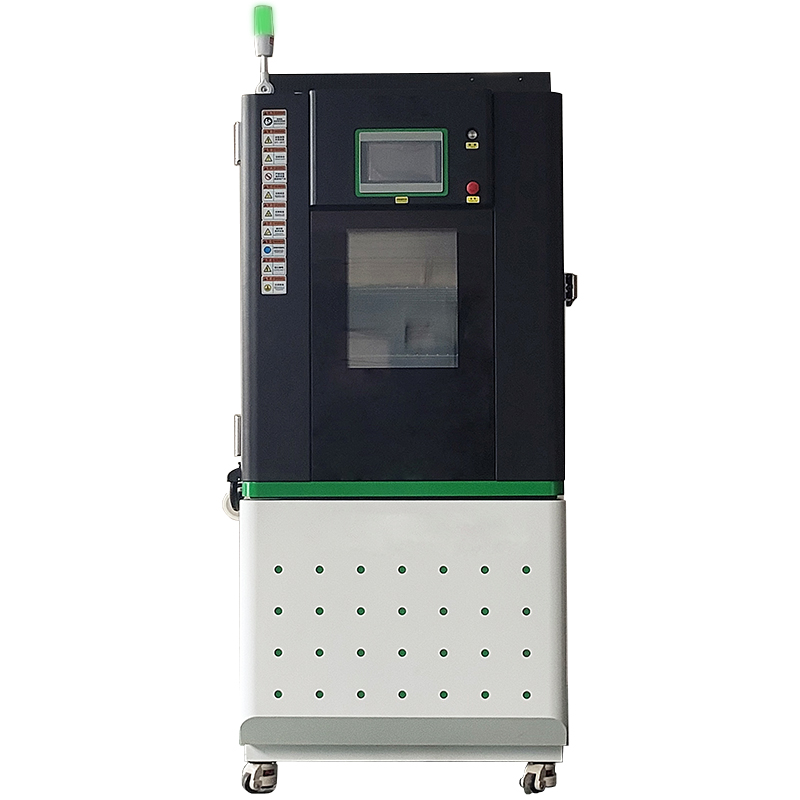
三、测试设备
高低温试验箱:用于模拟高温和低温环境,可控制温度和湿度。
设备参数:
温度范围:-70℃~150℃
温度波动度:≤±0.5℃
温度均匀度:≤2℃
温度偏差:≤±2℃
升温速率:3℃/min、空载,全程平均
降温速率:0.7~1℃/min(+150℃<->-70℃。空载,全程平均
四、样品制备
选取具有代表性的塑料件样品,确保样品无缺陷、无划痕。
对于每种类型的塑料件,需至少选取3个样品进行测试。
五、测试环境
高温测试环境:温度范围为+50℃至+150℃,湿度范围为30%至70%。
低温测试环境:温度范围为-20℃至-50℃,湿度范围为30%至70%。
将塑料件放置在温度试验箱内,按六、测试方法
照规定的温度和时间进行高温和低温测试。
在测试前、测试中和测试后,对塑料件进行外观检查、尺寸测量和功能性测试。
记录测试数据,包括测试温度、测试时间、外观变化、尺寸变化和功能性测试结果等。
七、测试数据分析
分析测试数据,评估塑料件在不同温度下的性能表现。
将测试结果与塑料件的额定工作温度进行对比,以确保其能够在极端温度下保持稳定性和功能性。
塑料件检验标准目 的 确保本公司塑料件品质符合客户要求。 范 围 适应于塑胶件进料入库检验。 抽样标准 MIL-STD-105E单次Ⅱ级正常检验;CR=0;MA=0.65;MI=1.5。 检验环境 在正常光源条件下,距离30cm远检验,以及适宜的角度检验产品。 参照标准 1、GB / T2828.1-2003逐批检查计数抽样及抽样表。 2、GB 7000.1-2007灯具 一部分:一般要求与试验。 序号 检验
项目接 收 标 准 检验工具主
方法缺 陷 描 述 缺 陷 等 级 致命(CR) 严重(MA) 轻微(MI) 1 色差 表面颜色满足规定的要求。 目视 颜色有差异,但组装后,整体效果不明显。 √ 颜色有差异,但组装后或与签板范围,整体效果明显。 √ 2 缺胶 表面及孔边不能有缺胶现象。 目视
卡尺产品的外表面及外边沿,有缺胶现象。 √ 孔边沿及孔有缺胶现象。 √ 孔边及孔缺胶,组装后可遮盖,影响产品结构。 √ 孔边及孔缺胶,组装后不能遮盖,不影响产品结构。 √ 孔边及孔缺胶,组装后不能遮盖,影响产品结构。 √ 产品内部缺胶面积≤5mm2。 √ 产品内部缺胶面积≤10mm2。 √ 产品内部缺胶面积>10mm2。 √
3序号 检验
项目接 收 标 准 检验工具及
方法缺 陷 描 述 缺 陷 等 级 致命(CR) 严重(MA) 轻微(MI) 4 烧焦 外表面及外边沿,不能有烧焦现象。 目视 外表面及外边沿烧焦。 √ 内部有烧焦,组装后不能遮盖。 √ 5 披锋 产品外表及边沿、孔位、分模线位不能有明显的披锋多出。 目视
组装产品外表边沿有披锋高出及飞边现象。 √ 产品外表面之分模线高出其平面0.05mm≤x≤0.1mm。 √ 产品外表面之分模线高出其平面>0.1mm。 √ 孔边披锋,组装后不能遮盖,影响产品外观。 √ 孔边披锋,影响组装或不能组装。 √ 6 混色 产品外表面不能有其它杂色物质。 目视 产品外表面有明显的混色现象。 √ 次要面,在60cm处观察,混色面积≤5mm2。 √ 次要面,在60cm处观察,混色面积>5mm2。 √ 7 变形 产品外表面不能有明显的变形现象。 目视 变形明显或表面有凹凸痕不平明显。 √ 8 划伤 产品外表面不能有明显的划伤痕 目视
卡尺在60cm处观察有明显的划伤痕。 √ 次要面,其划伤痕10mm≤长≤15mm,宽≤0.1mm,深≤0.05mm。 √ 次要面,其划伤痕15mm≤长≤20mm,宽≤0.1mm,深≤0.05mm。 √ 次要面长>20mm,宽≤0.1mm,深≤0.05mm。 √ 次要面长≤10mm,宽≤0.1mm,0.05mm深≤0.1mm。 √ 次要面长≤10mm,宽>0.1mm,0.05mm深≤0.1mm。 √ 缩水 表面不能有明显的缩水现象。 目视
卡尺表面有较明显的缩水现象。 √ 缩水面积>10mm2,深度>0.1mm √ 缩水面积5mm2≤x≤10mm2,深度>0.1mm。 √ 内部缩水面积>10mm2,深度>0.3mm。 √
序号 检验
项目接 收 标 准 检验工具及
方法缺 陷 描 述 缺 陷 等 级 致命(CR) 严重(MA) 轻微(MI) 9 夹水纹 表面及孔边,不能有明显夹水纹。 目视
卡尺表面及孔边,有明显夹水纹。 √ 次要面夹水纹,10mm<长≤15mm,宽≤0.1mm,深≤0.05mm。 √ 次要面夹水纹,10mm<长≤15mm,宽>0.1mm,深≤0.05mm。 √ 次要面夹水纹,10mm<长≤15mm,宽>0.1mm,深>0.05mm。 √ 次要面,长>15mm,宽>0.1mm,深>0.05mm。 √ 孔边夹水纹,组装后不能遮盖,影响产品外观。 √ 10 气纹 产品外表面不能有明显亮白色气纹现象。 目视
卡尺主视面亮斑面积>5mm2,且明显。 √ 次要面亮斑面积≤10mm2,不明显。 √ 次要面亮斑面积>10mm2,且明显。 √ 11 表面
脏污表面不能留有不可擦拭的污物或腐蚀物体或其它有害物体。 目视 产品表面不可擦拭的污物面积≥2mm2。 √ 产品表面残留有不可辩别的污物、液体、血液及腐蚀性液体。 √ 表面残留可擦拭污物面积1mm2≤x≤10mm2。 √ 表面残留可擦拭污物面积10mm2≤x≤20mm2。 √ 12 尺寸 尺寸满足设计要求或组装要求。 卡尺
组装重要尺寸不符合设计要求。 √ 孔位尺寸偏大,但组装后,满足结构要求。 √ 孔位尺寸偏大,但组装后,不满足结构要求。 √ 孔位尺寸偏小,不影响产品组装,但组装后破裂。 √ 孔位尺寸偏小,影响产品组装。 √ 序号 检验
项目接 收 标 准 检验工具及
方法缺 陷 描 述 缺 陷 等 级 致命(CR) 严重(MA) 轻微(MI) 13 性能
要求组装后主体无松动、错位、刮手、变形现象。 目视
手感组装后主体有明显的松动、错位、刮手、变形现象。 √ 尺寸符合设计要求(工程图纸) 图纸
卡尺尺寸超出设计要求或工程图纸。 √ 塑胶壳必须采用耐高温、抗老化、阻燃的工程塑料制造,符合公司工程设计要求,分供方首批需提供实验报告。 目视 没有提供相应的实验报告。 √ 塑胶壳的材质必须符合公司工程设计要求,分供方每半年提供原材料材质证明书。 目视 分供方每半年没有提供原料材质证明书。 √ 将塑胶件放在水泥板上,用脚踩上去,不能易碎裂、断。 操作 不符合要求。 √ 14 阻燃
试验用明火对塑胶件进行燃烧,当火源离开塑胶壳时,塑胶件应立即熄灭,不再燃烧,此塑胶件是阻燃材料。 试验
火源材料不阻燃。 √ 15 跌落
试验组合后,以1米高处自由落地(水泥地),无爆裂,螺丝柱断则合格,无法组合的产品,可在螺丝柱打螺丝检验。 目视
操作经做跌落试验后,有爆裂或螺丝柱断现象。 √ 16 配合
安装与相应配件配合牢固。 操作 配合不良。 √
-
 上海荣计达仪器科技有限公司
上海荣计达仪器科技有限公司咨询热线 13761118616 内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。上海荣计达仪器科技有限公司 电话:13761118616 手机:13761118616 地址: 上海市闵行区浦江镇沈杜公路3259号