门窗附框高低温反复尺寸变化率试验方法
2024-09-13 09:28:07 来源:上海荣计达仪器科技有限公司
 门窗附框高低温反复尺寸变化率试验方法
一、前言:
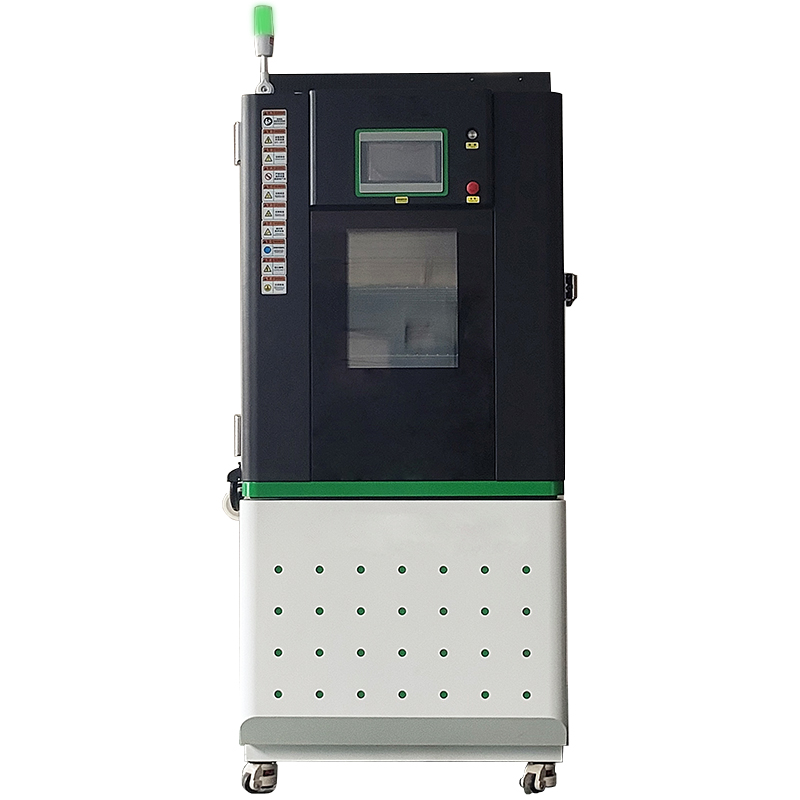
门窗附框高低温反复尺寸变化率试验箱用于检测木塑、玻纤增强塑料、钢塑复合附框高低温反复尺寸变化率试验,评价附框型材抵抗温度反复变化的能力。由高低温试验箱和位移测量装置组成。采用7寸TFT真彩液晶触摸屏控制, 空气室内空间加热、制冷,试验箱内置空气间、循环风道、加热装置、制冷装置、及循环风机,顶部安装导风板以及散流器;设定试验箱内温度感应体传输信号发送指令,通过微积分时间及SSR控制模块控制加热输出量及制冷机组工作,循环风均匀的从顶部吹出经过试验空间再从底部回收构成闭环控制方式,从而达到长期稳定运行的目的。
二、设备准备
1.选用高质量的高低温反复尺寸变化率试验箱,确保其温度控制精度高、稳定性好,能够满足试验所需的温度范围和变化速率要求。
2.配备精确的测量工具,如精度为0.01mm的游标卡尺或激光测距仪等,用于测量门窗附框在不同温度条件下的尺寸变化。
三、样品准备
1.从同一批次的门窗附框产品中随机抽取足够数量的样品,一般建议不少于3个,以确保试验结果的代表性。
2.对抽取的样品进行编号,并测量其初始尺寸,记录在试验报告中。
四、试验步骤
1.将准备好的门窗附框样品放置在试验箱内,确保样品之间有足够的空间,避免相互影响。
2.设置试验箱的温度变化程序,一般可采用从低温到高温再到低温的循环模式,例如从-20℃升高到60℃,再降低到-20℃,每个温度阶段保持一定的时间,如2小时。
3.在每个温度阶段结束后,取出样品,使用测量工具测量其尺寸,并记录下来。注意测量时应在相同的位置和方向进行,以保证测量结果的准确性。
4.重复上述温度循环过程,一般进行多个循环,如10个循环。
5.试验结束后,计算每个样品在不同温度阶段的尺寸变化率,公式为:尺寸变化率=(*终尺寸-初始尺寸)/初始尺寸×100%。
五、数据分析与结果判定
1.对每个样品的尺寸变化率进行统计分析,计算平均值和标准差。
2.根据相关标准或产品要求,判断门窗附框的尺寸变化率是否在允许范围内。如果尺寸变化率超过标准要求,则判定该批次产品不合格。
3.对不合格的产品,应分析原因,可能是材料质量问题、生产工艺问题或试验方法问题等,并采取相应的改进措施。
门窗附框高低温反复尺寸变化率试验方法
一、前言:
门窗附框高低温反复尺寸变化率试验箱用于检测木塑、玻纤增强塑料、钢塑复合附框高低温反复尺寸变化率试验,评价附框型材抵抗温度反复变化的能力。由高低温试验箱和位移测量装置组成。采用7寸TFT真彩液晶触摸屏控制, 空气室内空间加热、制冷,试验箱内置空气间、循环风道、加热装置、制冷装置、及循环风机,顶部安装导风板以及散流器;设定试验箱内温度感应体传输信号发送指令,通过微积分时间及SSR控制模块控制加热输出量及制冷机组工作,循环风均匀的从顶部吹出经过试验空间再从底部回收构成闭环控制方式,从而达到长期稳定运行的目的。
二、设备准备
1.选用高质量的高低温反复尺寸变化率试验箱,确保其温度控制精度高、稳定性好,能够满足试验所需的温度范围和变化速率要求。
2.配备精确的测量工具,如精度为0.01mm的游标卡尺或激光测距仪等,用于测量门窗附框在不同温度条件下的尺寸变化。
三、样品准备
1.从同一批次的门窗附框产品中随机抽取足够数量的样品,一般建议不少于3个,以确保试验结果的代表性。
2.对抽取的样品进行编号,并测量其初始尺寸,记录在试验报告中。
四、试验步骤
1.将准备好的门窗附框样品放置在试验箱内,确保样品之间有足够的空间,避免相互影响。
2.设置试验箱的温度变化程序,一般可采用从低温到高温再到低温的循环模式,例如从-20℃升高到60℃,再降低到-20℃,每个温度阶段保持一定的时间,如2小时。
3.在每个温度阶段结束后,取出样品,使用测量工具测量其尺寸,并记录下来。注意测量时应在相同的位置和方向进行,以保证测量结果的准确性。
4.重复上述温度循环过程,一般进行多个循环,如10个循环。
5.试验结束后,计算每个样品在不同温度阶段的尺寸变化率,公式为:尺寸变化率=(*终尺寸-初始尺寸)/初始尺寸×100%。
五、数据分析与结果判定
1.对每个样品的尺寸变化率进行统计分析,计算平均值和标准差。
2.根据相关标准或产品要求,判断门窗附框的尺寸变化率是否在允许范围内。如果尺寸变化率超过标准要求,则判定该批次产品不合格。
3.对不合格的产品,应分析原因,可能是材料质量问题、生产工艺问题或试验方法问题等,并采取相应的改进措施。
| 样品编号 |
初始尺寸(mm) |
低温(-20℃)尺寸(mm) |
高温(60℃)尺寸(mm) |
尺寸变化率(低温) |
尺寸变化率(高温) |
平均尺寸变化率 |
| 1 |
1000.0 |
999.8 |
1000.2 |
-0.02% |
0.02% |
0% |
| 2 |
998.5 |
998.2 |
998.8 |
-0.03% |
0.03% |
0% |
| |
|
|
|
|
|
|
| 3 |
1002.0 |
1001.8 |
1002.2 |
-0.02% |
0.02% |
0% |
| |
|
|
|
|
|
|
 扫一扫,手机浏览
扫一扫,手机浏览 上海荣计达仪器科技有限公司
上海荣计达仪器科技有限公司